
商铺名称:郑州华晨机电设备有限公司
联系人:徐建超(先生)
联系手机:
固定电话:
企业邮箱:718350991@qq.com
联系地址:郑州市高新区大学科技园研发五号楼
邮编:450000
联系我时,请说是在新塑胶网上看到的,谢谢!
皮带轮属于盘毂类零件,一般相对尺寸比较大,制造工艺上一般以铸造为主,材料一般都是灰铸铁,采用皮带轮传动能缓和载荷冲击,皮带路传动运行平稳、低噪音、低震动,广泛用于汽车、拖拉机、园林机械、机床等领域。
随着加工技术的不断发展、原材料价格逐渐上升,对于机械制造商来说,加工皮带轮想要获得好的经济利益,就要合理选择切削刀具,正确的刀具可助力皮带轮高速切削,提高生产效率,降低生产成本。
1、皮带轮加工刀具的介绍
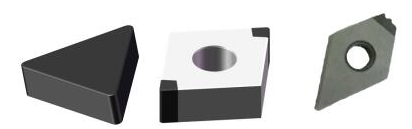
灰铸铁皮带轮硬度低,硬质合金刀具即可加工,但受刀具自身因素的影响,不能实现高速切削,如批量生产,对生产效率有较高要求的情况下,建议选择华晨超硬立方氮化硼刀片,具体优势如下:
(1)相对其他数控刀片,可实现高速切削,提高生产效率;
(2)相对硬质合金涂层刀片,寿命高9-15倍,单价仅是进口合金涂层刀片的7倍,性价比高;
(3)加工表面光洁度和亮度提高一个数量级;
(4)可提供“量体裁衣”的CBN配方设计。
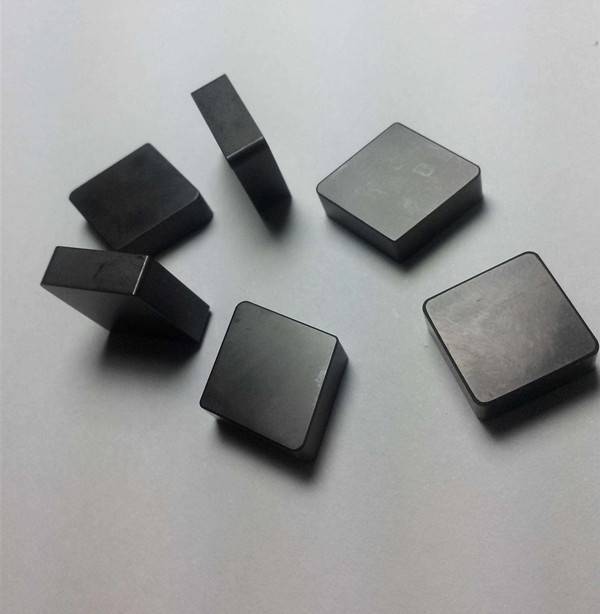
2、立方氮化硼刀片加工皮带轮的案例参数
工件材料:HT200,HB220
选用刀片:CNGA120408
硬质合金刀片:Vc=300m/min;ap=0.5mm,
华菱CBN刀片:Vc=650m/min;ap=0.5mm,
加工成本:寿命提高11.5倍,刀具成本降低35%
加工效果:华晨超硬立方氮化硼刀片比硬质合金刀具的效率提高2倍,刀具成本降低35%。

3、立方氮化硼刀片加工皮带轮的案例参数
工件材质:灰铸铁,HB174-241
加工部位:皮带轮内孔(φ27);
使用机床:村田MW200;转速范围:30-3500;
刀片型号: TPGN16T308
切削参数:N=3500min/r,Vc=300m/min,Fr=0.1mm/r
对比结果:相较于某品牌陶瓷刀片,立方氮化硼刀片刀具寿命是某品牌陶瓷刀片的17.5倍。


CBN刀具的加工材质
(1)高硬度铸铁
如高铬铸铁、合金铸铁、镍硬铸铁、白口铸铁均属于高硬度铸铁,典型零部件有轧辊、工业泵等。针对高硬度铸铁常用2800材质,优势显著。
(2)高硬度钢件(硬度HRC45以上)
如高锰钢、高速钢、淬火钢等,典型零部件包括轧臼壁、高速钢轧辊、淬硬齿轮/齿轮轴、轴承、滚珠丝杠、模具等。
(3)普通灰铸铁(HT150/200/250/300等)
如发动机缸体/缸盖、刹车盘、制动鼓、皮带轮、离合器压盘等均属于灰铸铁件。
(4)其他难加工材料
如粉末冶金、高温合金材料,及镍基、铁基、钴基等高硬度堆焊/喷焊/激光熔覆/热喷涂材料工件。














